先进节点上的异构集成和密度的增加给集成电路制造和封装带来了一些复杂和困难的挑战。

在高级节点和最先进的软件包中,物理不是任何人的朋友。不断升级的密度,更小的特征,更薄的模具使散热更困难,他们增加了机械应力。另一方面,更薄的介质和更紧凑的空间使其更难绝缘和抵御热量,再加上那些更小的特征和更高的密度,这使它们更容易因热失控或加速老化而故障。
在异质设计中,这变得更加复杂,在异质设计中,具有不同热膨胀系数的材料的不同组合可能导致模具移位、翘曲和模具之间的连接失败。这反过来又会影响性能和功率。因此,与其仅仅依靠硅衬底在已建立的工艺节点上去除平面器件中的热量,还需要及早识别、分析并解决热效应。
“当我们组装多个芯片时,共面性和翘曲是关键问题——有时在单个有机基板上有7到12个芯片,”inu Yin Chang说日月光半导体集团.“局部热管理也是一个问题,因为某个地区会有热点。我们正在与供应商或客户合作,在早期阶段就确定这一点,这样我们就知道在整体热管理方面该怎么做。”
这类问题无处不在,从pcb(密度越来越大)一直到最先进的封装。例如,考虑铜平衡,这是一种在PCB堆栈的每一层对称分布铜迹的方法。奇普·格里,工程副总裁Promex,说平衡是必要的,以避免板扭曲,弯曲,或翘曲。虽然铜平衡是几十年前在电路板层面上定义的,但现在已经发展到芯片层面。“铜的平衡在单个封装层面已经成为一个问题,我在不同的温度下放入7个、10个或12个不同的器件,翻转它们,或将它们固定在基板上。”
即使是经过深思熟虑的设计,在制造过程中也会受到热应力的影响,而且并不总是以可预测的方式。例如,一些材料用于临时粘接——基本上是将一个晶圆固定在适当的位置,同时将其粘接到另一个晶圆或单独的模具或其他组件上。但这其中大部分都是在高温下完成的,挑战在于计算出这些不同步骤所需的精确温度和时间,并重新设计这些步骤中使用的材料,因为热量会导致机械故障和其他应力,包括移模和翘曲。
WLP事业部执行董事Kim Yess表示:“我们必须继续开展与清洁缺陷测试相关的新项目,因为每个人都要求材料具有真正的高温稳定性,例如400°或更高。布鲁尔科学.“然后,一旦你让它在这样的东西中存活下来,或者能够在苛刻的化学物质中存活下来,那么用工厂安全类型的材料以合理的方式将它去除就更加困难了。这催生了一些其他的项目活动,几年前我们从未预料到我们会需要,或者需要到这种程度。”
在异质封装中,并不是每个组件都能承受相同的热量,随着尺寸的缩小,这变得更加复杂。
“制造步骤完全由温度主导,”技术人员的主要成员,热建模和表征研发团队负责人Herman Oprins说imec.“你的整个组装将在某个设定的温度分布下。你做一个处理步骤,然后进入下一个步骤,这些步骤都有它们的温度水平,然后你冷却到室温,这就产生了热对比。”
这可能会导致潜在的缺陷,这些缺陷可能在现场数月或数年内都不会显示出来。“在室温下没有压力可能不是最好的解决方案,因为一旦开始循环,就会多次开关电源,”imec机械和热建模和表征的科学总监兼研发经理马里奥·冈萨雷斯(Mario Gonzalez)说。“当你开始循环时,你会产生在处理过程中无法检测到的疲劳故障。有时,我们会看到整个PCB因为高温而弯曲。这些影响也很难预测,因为大多数分析是在包级别上完成的,而不是在整个系统的集成期间。因此,如果你在晶圆层面进行检查,但没有观察到任何东西,这并不意味着封装层面或系统层面不会出现故障,因为是多种因素共同导致了这种故障。”

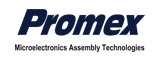
图1:3D包装景观,互连和密度越来越紧密。来源:imec
有许多不同的方法来处理这些问题。一种是改变所使用材料的化学成分。二是减少产生的热量。第三种方法是尽可能地去除热量。越来越多地,这三种方法都是必需的。
先进封装与技术集成副总裁Mike Kelly表示:“由不同材料cte结合冷却和加热引起的应力始终存在于IC封装中公司.“良好的材料选择有助于降低制造过程中的高温。”
他的同事、高级工程师Amkor Nathan Whitchurch给出了一些额外的建议:“适当的材料选择是关键,每个封装配置都可能有自己独特的最佳配置,以平衡和折衷竞争要求(例如,灵活性和导热性)。指望某一种材料适用于多种包装类型和尺寸是不公平的。”
此外,加上机械应力,可以提高材料的强度,有效地增加机械余量。奥普林斯说:“压力可以向任何一个方向发展,有时是拉伸,有时是压缩。“你可以使用模拟来尝试优化材料的最佳组合,以及它们的尺寸和密度,以最大限度地减少压力。”
机械应力的解决方案必须针对不同的应用/场景进行调整。“通常情况下,需要模拟和测量验证来提供设计、工艺、材料等方面的合理优化,以实现稳健的产品开发,”aJCET发言人。“就TIMs而言,对于大功率器件,低热阻(包括界面电阻)是关键。金属TIM(如焊料TIM、液态金属TIM)可能很快被业界采用。对于移动设备——功率不高,但环境条件严格——石墨等先进材料可能更受欢迎。其他一些因素,如可修复性,也将在材料和工艺选择中发挥作用。”
虽然人们很容易将压力视为普遍的敌人,但它也有自己的战略地位。“在包装方面,你试图减少压力,”imec的冈萨雷斯说。“在晶体管层面,如果你增加压应力,你就会增加流动性,这使得晶体管工作效率更高。这就是为什么要使用沟槽隔离,或者添加一些氧化亚氮来增加硅或硅锗中的压力。”
焊料和应力
在高级节点的许多问题的核心是一种可以追溯到金属加工早期的主要材料——焊料。幸运的是,它也可以提供一个解决方案,就像一个减震器。
“焊料可以适应热膨胀系数的差异,”德雷珀实验室技术人员的主要成员汤姆·马里尼斯说。“这就是为什么它对倒装芯片连接非常有用。它可以弥补这些材料固有热膨胀系数的差异。”
焊锡在高级节点上提供了挑战和解决方案。JCET发言人表示:“行业路线图显示了一种混合键合方法,比如在10um以下的间距内直接键合cu - cu。”“热压键合(TCB)有助于实现具有一定翘曲的高质量焊料键合,尽管压缩有助于克服固有翘曲。TCB与NCP/NCF(非导电浆料/薄膜)有助于解决大模具/小间距/毛细管底填料或预先分配的底填料的挑战。一个可能的缺点是,当节距越来越细时,TCB中铜尖端和模垫之间的焊料会突出焊料,从而可能发生凸点之间的短路。这与LAB(激光辅助焊接)明显不同,后者会导致自然熔化的焊料。”
尽管如此,焊料仍然是一种令人惊讶的灵活的工作工具。Marinis说:“从C4时代起,我就开始使用焊料,它的厚度越来越细。”“这是一种非常宽容、包容的材料。考虑到洁净度、平行度等问题,直接成键铜具有挑战性。焊锡可以适应它们因为它对这些东西不那么敏感。对于一些高科技问题,这是一个相当经济的解决方案,所以我预计它会继续发展。”
这些进步是提高可靠性的关键,正如Marinis和他的同事在去年10月的IMAPS上所证明的那样。他们提出了新的指导方针[1],用于在晶圆级焊接和密封大型异构组件,这应该有助于通过优化密封设计来提高产量。
Marinis说:“我们有很多高可靠性系统的应用,我们必须将模具封装在一个密封环境中,可以在很长一段时间内工作- 30或40年。”“并且die和I/ o的数量正在增加,所以我们正在处理超过1000个I/ o的die,并将其中几个放在一个系统中。试图将它们整合到陶瓷包装中正变得越来越具有挑战性。”
Draper工程师研究了密封宽度、焊料体积和密封表面间隙之间的相互作用。他们重点研究了诸如晶圆弓和密封表面不规则等问题,并比较了应用于平面的焊料和连接表面间隙的焊料。他们的模型预测了焊料在几种情况下的行为,为微电子制造商提供了决策支持工具。
“焊料的表面张力非常强,”Marinis解释说。“焊料试图做的是最小化它的面积,就像电线会融化并形成一个球。但如果它的表面是湿的,就会影响表面能量,所以你要做的就是最小化总能量。如果你想在两个晶圆之间做密封,你必须考虑到边壁的能量,自由焊料,以及与两个晶圆接触的焊料的能量。把这些能量加在一起,它想要做的就是将面积或能量最小化。因此,从能量的角度来看,如果晶圆之间距离太远,那么在两个晶圆之间就不会有连续的焊料壁,而是会在两个单独的晶圆上脱湿并形成焊料涂层。然后你就会失去密封性。”
其目标是提出一些基于物理的方法,以最大限度地减少晶圆上用于密封模块内芯片的面积。为了提高晶圆的成品率,大多数晶圆都是密封的。但在许多其他因素正在发生变化的情况下,这一切将如何发挥作用,仍有待观察。
结论
尽管不断的研究和不断的变化,基本原理仍然适用。“先进的包装仍然受益于‘传统’的设计理念,如TIM材料的精心选择,散热器的使用和先进的冷却方法,甚至在模具层面(如微通道冷却),”Andras vassi - varnai说西门子EDA.“在结构方面,减少结构层之间的CTE不匹配仍然是一个重要的设计选择。”
我们当然有理由感到乐观。Amkor公司的Whitchurch表示:“我们在更严格的制造公差、更好的材料和环境控制方面取得了很大进展,从而产生了非常高质量的组件,保持甚至改善了前几代产品的可靠性模式。
尽管如此,仍然存在大量的变量。“我最担心的事情是未知的未知,”Synopsys的研究员罗布·艾特肯说。“我们认为这是个问题。因此,我们为它留有余地,围绕它进行设计,我们建造测试结构,观察它们,测量它们,校准模型,皆大欢喜。但是当你开始创造一些内容时,你会发现‘哦,这很有趣。谁想到的?’”
-Ed Sperling对本文也有贡献。
参考

|

|
|
|

|

|
|
|

|

|

|
留下回复